Turning is a machining process in which a cutting tool, typically a non-rotary tool bit, describes a helix toolpath by moving more or less linearly while the workpiece rotates.
Usually the term “turning” is reserved for the generation of external surfaces by this cutting action, whereas this same essential cutting action when applied to internal surfaces (holes, of one kind or another) is called “boring“. Thus the phrase “turning and boring” categorizes the larger family of processes known as lathing. The cutting of faces on the workpiece, whether with a turning or boring tool, is called “facing”, and may be lumped into either category as a subset.
Turning can be done manually, in a traditional form of lathe, which frequently requires continuous supervision by the operator, or by using an automated lathe which does not. Today the most common type of such automation is computer numerical control, better known as CNC. (CNC is also commonly used with many other types of machining besides turning.)
When turning, the workpiece (a piece of relatively rigid material such as wood, metal, plastic, or stone) is rotated and a cutting tool is traversed along 1, 2, or 3 axes of motion to produce precise diameters and depths. Turning can be either on the outside of the cylinder or on the inside (also known as boring) to produce tubular components to various geometries. Although now quite rare, early lathes could even be used to produce complex geometric figures, even the platonic solids; although since the advent of CNC it has become unusual to use non-computerized toolpath control for this purpose.
The turning processes are typically carried out on a lathe, considered to be the oldest of machine tools, and can be of different types such as straight turning, taper turning, profiling or external grooving. Those types of turning processes can produce various shapes of materials such as straight, conical, curved, or grooved workpieces. In general, turning uses simple single-point cutting tools. Each group of workpiece materials has an optimum set of tool angles that have been developed through the years.
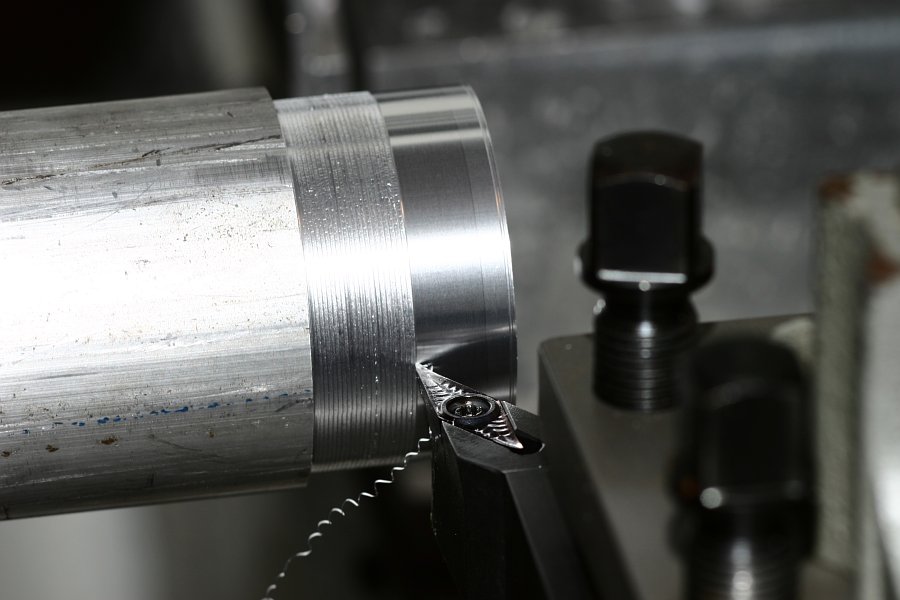
The bits of waste metal from turning operations are known as chips (North America), or swarf (Britain). In some areas they may be known as turnings.
The tool’s axes of movement may be literally a straight line, or they may be along some set of curves or angles, but they are essentially linear (in the non mathematical sense).
A component that is subject to turning operations can be termed as a “Turned Part” or “Machined Component”. Turning operations are carried out on a lathe machine which can be manually or CNC operated.
ادامه متن


